
新闻资讯
相关推荐

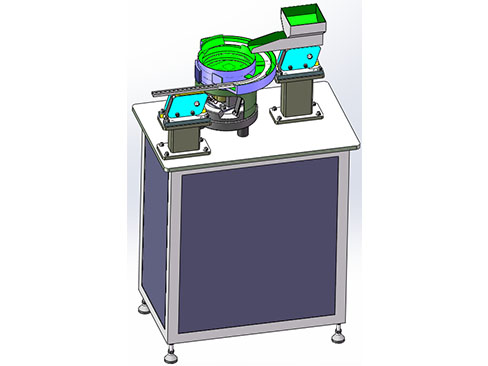
自动武汉螺丝机的调试方法
发布时间:2018-12-11 17:44:14 浏览次数:次
自动武汉螺丝机调试方法/步骤:
当调节螺钉穿过板时,高度略高于螺母0.2-0.3MM,因此当螺钉通过时螺钉不通过或螺钉不能通过。
当螺钉到达转盘时,发射器和接收器接收信号。当机器检测到螺丝时,送纸器转盘停止转动,LED灯亮;当没有检测到螺丝时,送纸器转盘继续旋转,LED灯熄灭。为了观察和调整传感器高度(传感器调节螺钉),当螺钉通过时,转盘停止。
I / O端口调试1.确保所有感应开关输入和电磁阀输出按系统提供商提供的系统输入和输出列表的顺序连接到高精度运动控制卡的输入和输出端口。 2.确保气缸可以根据系统提供商在行程安全操作条件下提供的接线IO列表手动操作电磁阀,观察电磁阀是否开启和关闭,气缸运动状态是否正常,如果电磁阀输出状态和气缸如果状态不匹配,请更换相应气缸上的气管。如果电磁阀不对应,检查是否有气体输入且总空气阀打开。 3.断开总气体,进入系统的I / O操作界面,手动移动气缸,并在原始位置和移动位置的两种状态之间来回切换气缸。观察气缸的相应就位、运动输入信号是否到位。正确输入(灯亮时有输入)。如果就位和移动位置的现场信号相反,则更换连接到两个输入端口的信号线。如果其中一个输入端口没有信号输入,请检查传感器开关是否正确访问相应端口或传感器开关是否为低压输出形式。 4.进入系统的I / Op操作界面。在确保气缸可在行程内安全运行的情况下,逐个点击接口上的输出端口控制按钮,观察相应的就位信号是否正确输入。
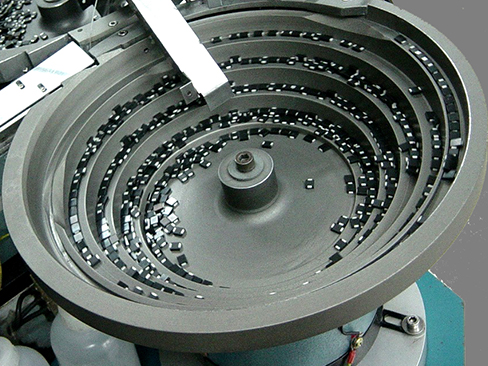
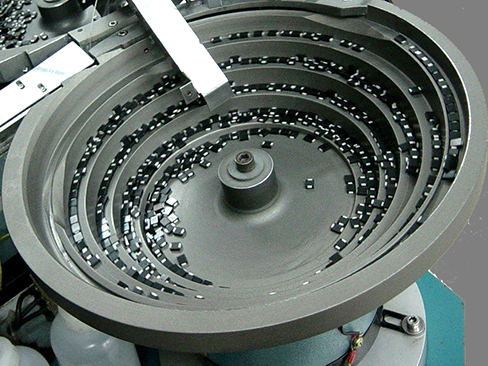
调节振动螺杆的供应速度与螺杆类型和振动有关。如果速度不理想,可以调整。 (如有必要,请卸下后盖并进行调整)。调整方法:松开振动定位螺钉(机器后部),旋转振动调节螺钉(机器底部),顺时针方向增加,反之亦然;观察并调整到合适的进给速度,轨道不能与配送托盘碰撞,螺钉也不要随着轨道前端的间隙而下降。请参阅“调整轨道”部分。
- 上一篇: 湖北振动盘不工作的可能原因
- 下一篇: 最后一页
